



原因不明のトラブル発生? [金属彫刻 NCアートワーク]
冶具が完成してさて本番と3回目切削を始める。
しかし荒削りを終わった段階で、原因不明のトラブル発生?
データーをUSBメモリーに入れてPC間を移動する間に何かが起こったのか??

矢印の処に走った痕が出来た???
確かにその時、割りに大きな切削音がしたけれど、こんなになってるとは・・・・・
で原因を調べるが、不明のまま。
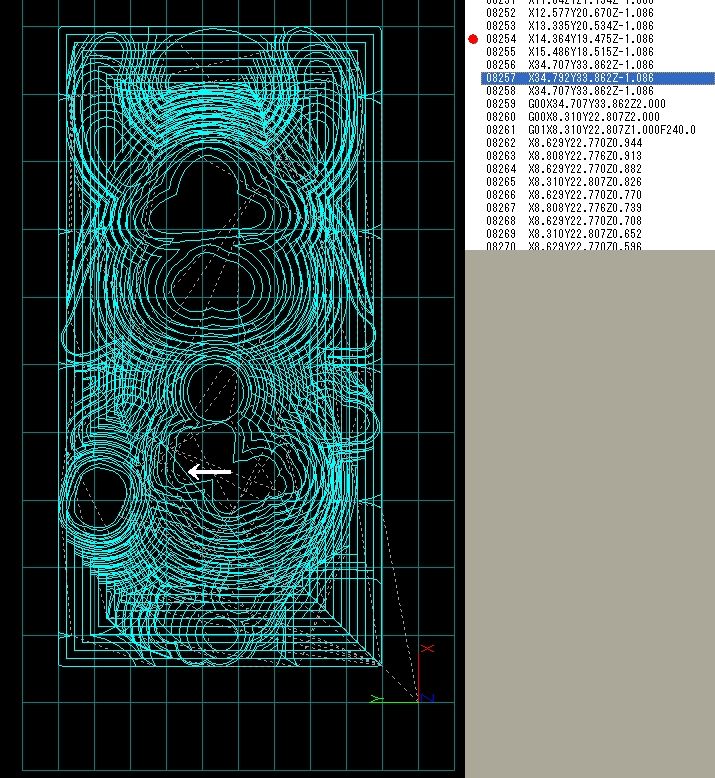
矢印のGコードシュミレーションでも有ってはならない線が明らかに存在している。
Gコードでも突然にX15からX34に飛んでいるのが存在している。
こんな経験は初めて、何かのノイズが悪戯したのか??
再度Gコードを吐かせて再開です。
反省の上に成功有り! [金属彫刻 NCアートワーク]
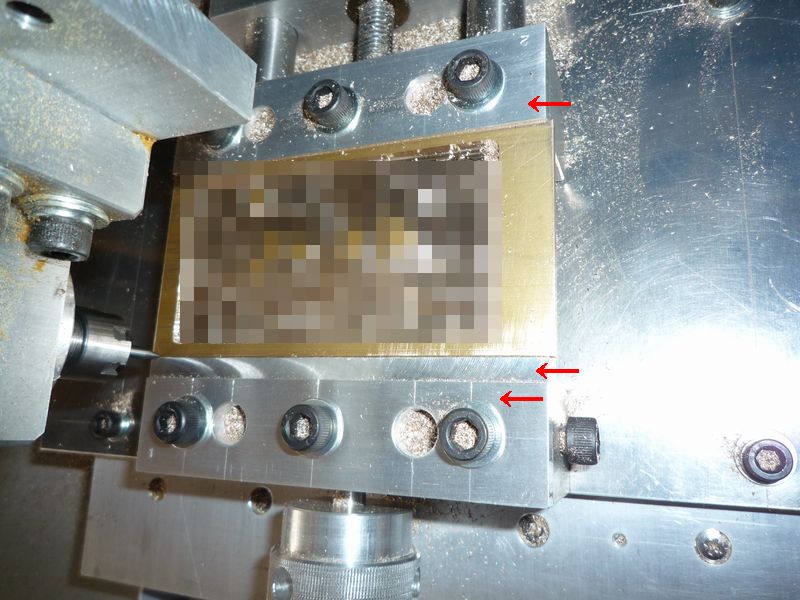
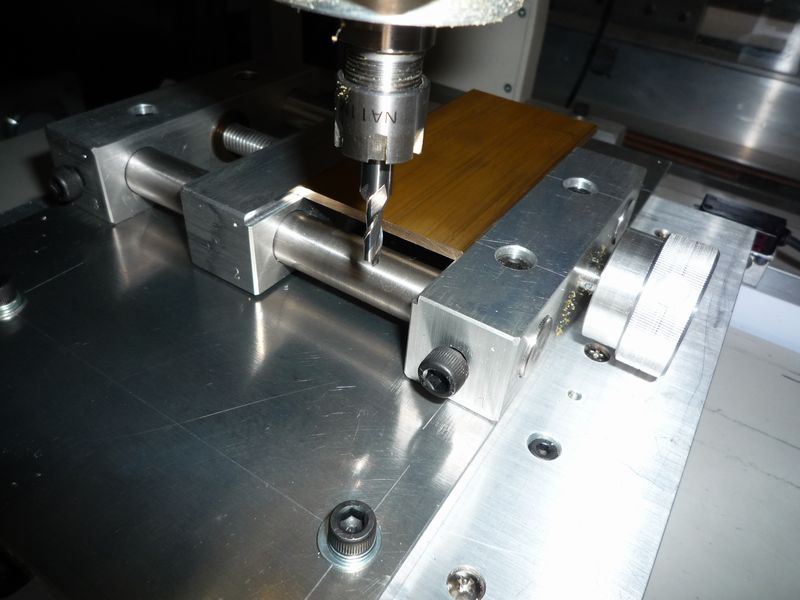
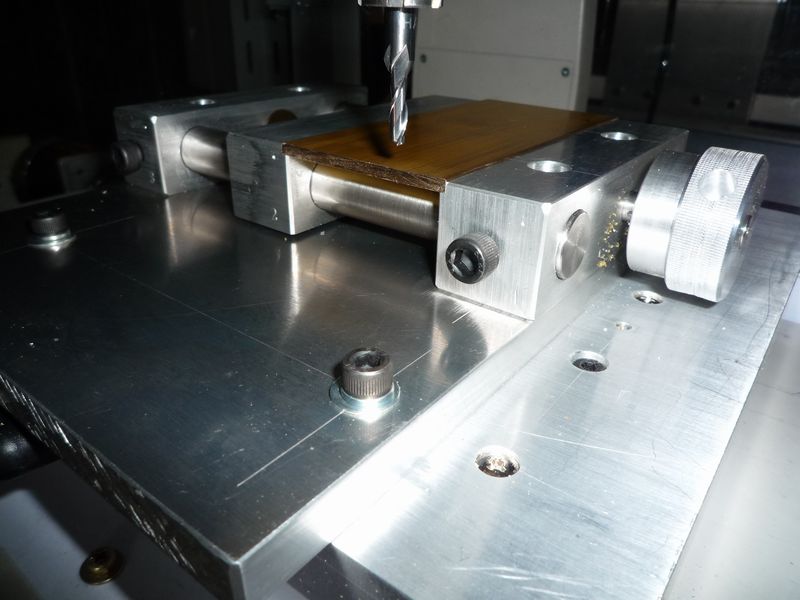
素材変形に対する対策 赤←バイス補助具作成。
素材3mmに対して冶具は5mm厚みをもって対処し、底面への変形を阻止する為に作りました。
素材よりも0.5mm短いL字型冶具を作り、白矢印の処は0.5mmの隙間が有り、素材だけを赤矢印で締め付ける工夫をしたのが味噌です。
素材よりも0.5mm短いL字型冶具を作り、白矢印の処は0.5mmの隙間が有り、素材だけを赤矢印で締め付ける工夫をしたのが味噌です。
これにて下部への反りは起こらず、解決です。
なお薄板でもビビリが激減です。

大成功でした!
反省の上に成功有り! [金属彫刻 NCアートワーク]
素材変形に対する対策 赤←バイス補助具作成。
素材3mmに対して冶具は5mm厚みをもって対処し、底面への変形を阻止する為に作りました。
素材よりも0.5mm短いL字型冶具を作り、白矢印の処は0.5mmの隙間が有り、素材だけを赤矢印で締め付ける工夫をしたのが味噌です。
素材よりも0.5mm短いL字型冶具を作り、白矢印の処は0.5mmの隙間が有り、素材だけを赤矢印で締め付ける工夫をしたのが味噌です。
これにて下部への反りは起こらず、解決です。
なお薄板でもビビリが激減です。
大成功でした!
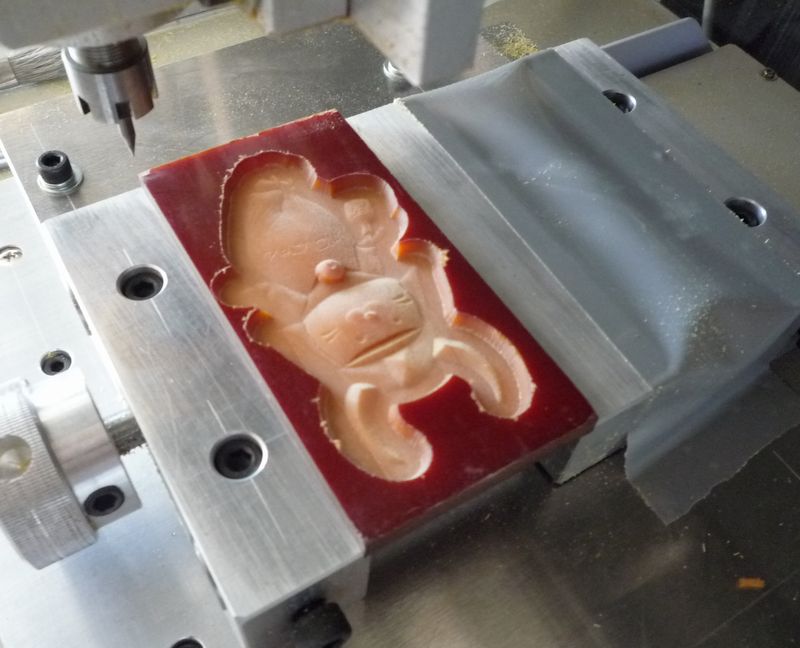
彦根城主ボロにゃん! [金属彫刻 NCアートワーク]
前回の失敗を教訓に再度修正変更して再挑戦です。
素材の厚み3mmからレプリカは止めて今度はレリーフに変更しました。
素材の厚み3mmからレプリカは止めて今度はレリーフに変更しました。
地紋に彦根城主の家紋、井伊氏の彦根橘(ひこねたちばな)を配してみました。
ボロにゃんも少しは威厳が出てきたと勝手に思ってます はい!
ボロにゃんも少しは威厳が出てきたと勝手に思ってます はい!

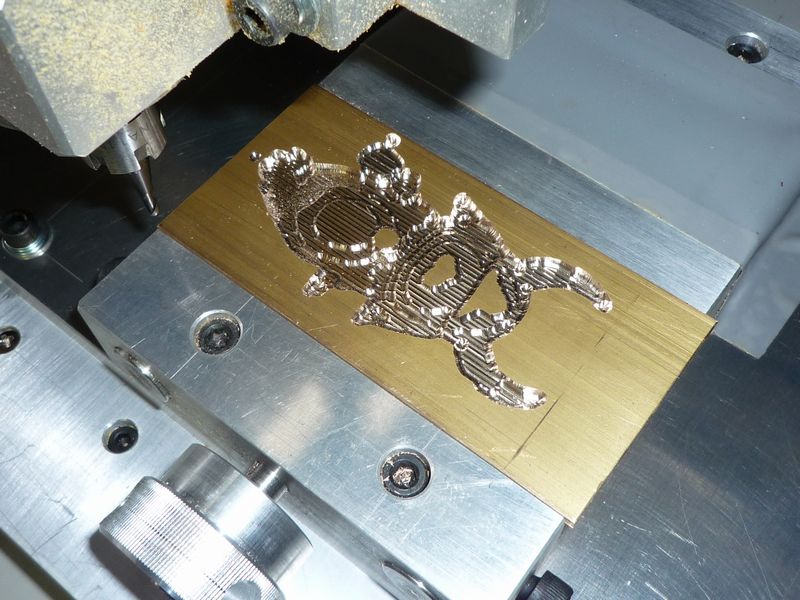
荒加工 完了
3φボールエンドミル 約20000rpm
加工行 約6400行
切削加工長 約8m
加工所要時間 約16分
0.6mmx4スライス
3φボールエンドミル 約20000rpm
加工行 約6400行
切削加工長 約8m
加工所要時間 約16分
0.6mmx4スライス

途中で真鍮の切子が鋭い針状になってそこいらに飛び散り、手に刺さったりで、インバーターの制御盤にも降り注ぎ、トラブルの要因になりそうなので、急遽後ろに移動させる工事を挟みました。
緊急停止SWがマウスの側にあって好都合。
仕上げ加工に入ります。
仕上げ加工
V30仕上げカッター
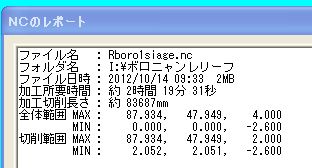
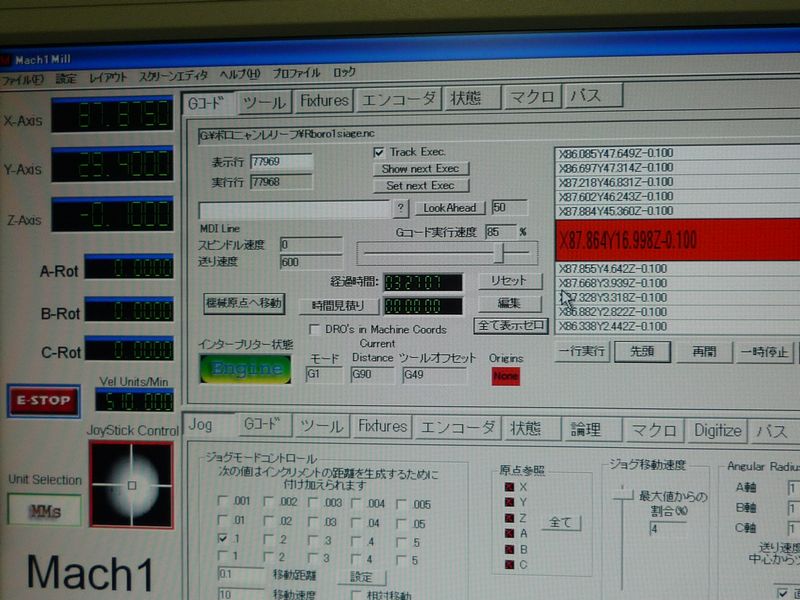
加工行 78025行
切削加工長 83687mm=約83m
加工所要時間
F1000で切削予定で2時間19分の予定でしたが振動が激しいので速度はF500ぐらいまでに減速して、3時間27分掛かりました。
V30仕上げカッター
加工行 78025行
切削加工長 83687mm=約83m
加工所要時間
F1000で切削予定で2時間19分の予定でしたが振動が激しいので速度はF500ぐらいまでに減速して、3時間27分掛かりました。

途中経過です

漸く終わりが見えてきました。
トラブルなしの切削で快調です!!
漸く終了です。3時間半は疲れますね・・・・・・

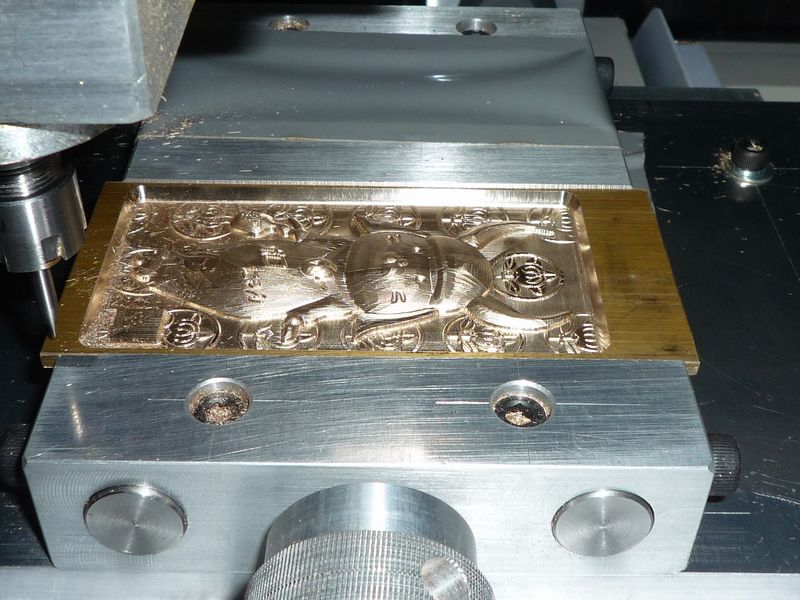
やっと切削がおわりました。!!!

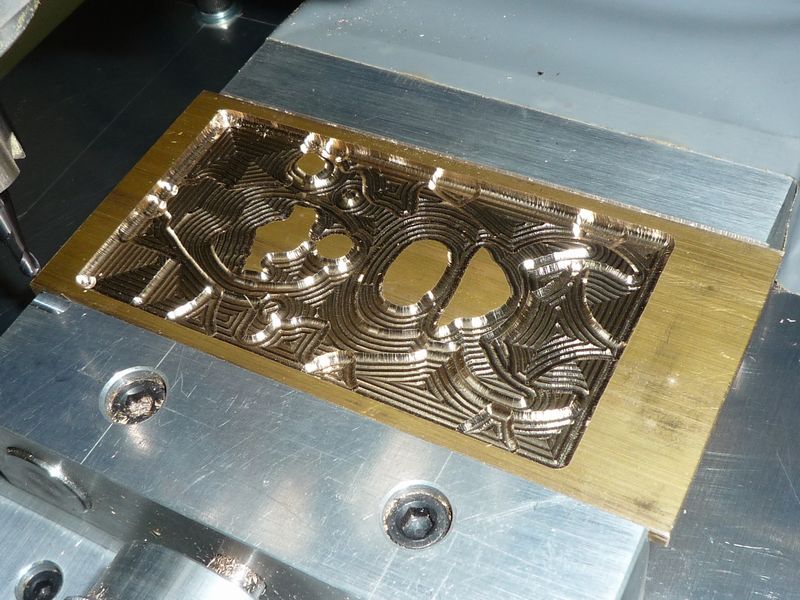
お解かりでしょうか?
地紋に家紋を入れてみたらとても豪華になり満足です!!
ボロにゃんと酒は凸文字であしらってみました。
お味はいかが??


しかし・・・・問題が・・・・・

裏側です。
残す地面が0.4mmに設定しましたが、まだ押されて下にはみ出しています。
額縁の側面は鏡面のように切削されてるけれど、残念です。
全体を支えるだけの厚みが不足しているようで、安定させるには1mmほどの残は要るのかもしれないです。
下面に鋼材を入れて下がりを抑えたとしても、0.4mmの残し面では切削強度は不足してます。
また勉強しました。
少しずつ賢くなってその内、納得な作品が出来ると信じてます。
取り合えずはブラスト加工と落款の試験も残ってるので更に進めてみます。
彦根城主ボロにゃん! [金属彫刻 NCアートワーク]
前回の失敗を教訓に再度修正変更して再挑戦です。
素材の厚み3mmからレプリカは止めて今度はレリーフに変更しました。
素材の厚み3mmからレプリカは止めて今度はレリーフに変更しました。
地紋に彦根城主の家紋、井伊氏の彦根橘(ひこねたちばな)を配してみました。
ボロにゃんも少しは威厳が出てきたと勝手に思ってます はい!
ボロにゃんも少しは威厳が出てきたと勝手に思ってます はい!
荒加工 完了
3φボールエンドミル 約20000rpm
加工行 約6400行
切削加工長 約8m
加工所要時間 約16分
0.6mmx4スライス
3φボールエンドミル 約20000rpm
加工行 約6400行
切削加工長 約8m
加工所要時間 約16分
0.6mmx4スライス
途中で真鍮の切子が鋭い針状になってそこいらに飛び散り、手に刺さったりで、インバーターの制御盤にも降り注ぎ、トラブルの要因になりそうなので、急遽後ろに移動させる工事を挟みました。
緊急停止SWがマウスの側にあって好都合。
仕上げ加工に入ります。
仕上げ加工
V30仕上げカッター
加工行 78025行
切削加工長 83687mm=約83m
加工所要時間
F1000で切削予定で2時間19分の予定でしたが振動が激しいので速度はF500ぐらいまでに減速して、3時間27分掛かりました。
V30仕上げカッター
加工行 78025行
切削加工長 83687mm=約83m
加工所要時間
F1000で切削予定で2時間19分の予定でしたが振動が激しいので速度はF500ぐらいまでに減速して、3時間27分掛かりました。
途中経過です
漸く終わりが見えてきました。
トラブルなしの切削で快調です!!
漸く終了です。3時間半は疲れますね・・・・・・
やっと切削がおわりました。!!!
お解かりでしょうか?
地紋に家紋を入れてみたらとても豪華になり満足です!!
ボロにゃんと酒は凸文字であしらってみました。
お味はいかが??
しかし・・・・問題が・・・・・
裏側です。
残す地面が0.4mmに設定しましたが、まだ押されて下にはみ出しています。
額縁の側面は鏡面のように切削されてるけれど、残念です。
全体を支えるだけの厚みが不足しているようで、安定させるには1mmほどの残は要るのかもしれないです。
下面に鋼材を入れて下がりを抑えたとしても、0.4mmの残し面では切削強度は不足してます。
また勉強しました。
少しずつ賢くなってその内、納得な作品が出来ると信じてます。
取り合えずはブラスト加工と落款の試験も残ってるので更に進めてみます。
黄金ボロニャン! 失敗。。。。 [金属彫刻 NCアートワーク]
黄金に切削試験をやってみました!

でも・・・・・・

荒削りのスタートです。
超鋼R1.5 3φのボールエンドミルで、10分ほどで完了!
等高線状に削りますから地図のような雰囲気に上がります。
予想していたよりも綺麗に荒削りが出来ています。
これなら仕上げでバッチリかとほくそ笑む
さて仕上げ切削に入りました。
超鋼V30-0.2でスタートです。

約1時間ほどの切削で細部まで表現出来てそうです!
仕上げ加工が終わりました!!
初めての黄金3Dレプリカが出来てきました。
さて次は輪郭の切り出しです。
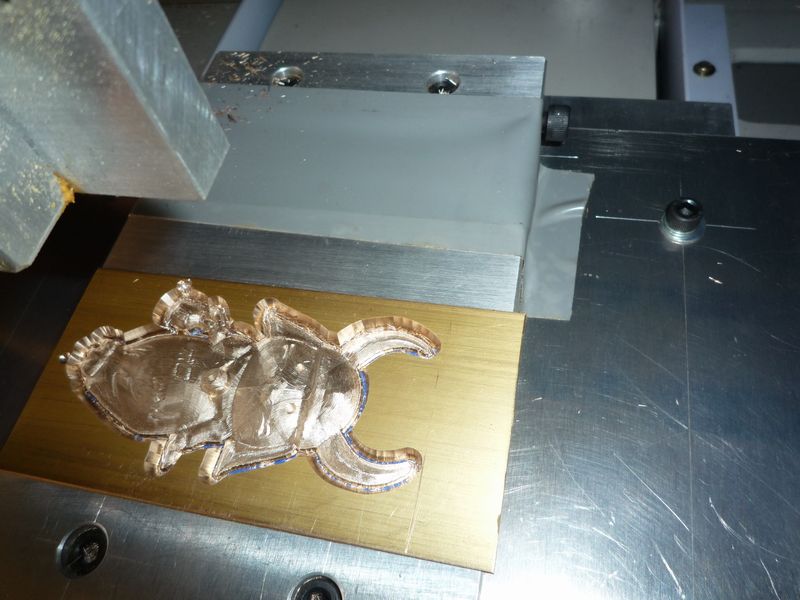
結果は惨敗、輪郭のオフセット値を間違ったか?
それとも刃物の指定を間違えたか??
実物の輪郭よりも0.5mmほど外郭に余分に残ってしまいました。
これは再度確認が要ります。
さらに問題があります。
底までの残りが0.2mmほどしか無いのに、刃物交換が面倒なのでVカッターで実行したのが悪かったのか、
出だしは良かったけれど、半分ほど切れた辺りからカッターの下方向への切削圧で垂れ下がる事がわかりました。
素材の下には捨て板を入れていますが、薄すぎて垂れてしまって、素材を固定出来ていないようです。
次回からの検討課題です。

一応は完成しましたが、首の辺りが皮一枚で繋がってるってこの事!!
うっかり触ると折れてしまいそうです。
設計の段階でのミスですね!
これもやって見ないと判らない事です。

完成しましたが、本来は更にサンドブラストで仕上げを、黒染め、研磨まで予定してましたが、この状態では無理です。
レプリカの心算で作りましたが、厚みが無いので(3mm)、この作品はレリーフに変更しようと思います。
黄金ボロニャン! 失敗。。。。 [金属彫刻 NCアートワーク]
黄金に切削試験をやってみました!
でも・・・・・・
荒削りのスタートです。
超鋼R1.5 3φのボールエンドミルで、10分ほどで完了!
等高線状に削りますから地図のような雰囲気に上がります。
予想していたよりも綺麗に荒削りが出来ています。
これなら仕上げでバッチリかとほくそ笑む
さて仕上げ切削に入りました。
超鋼V30-0.2でスタートです。
約1時間ほどの切削で細部まで表現出来てそうです!
仕上げ加工が終わりました!!
初めての黄金3Dレプリカが出来てきました。
さて次は輪郭の切り出しです。
結果は惨敗、輪郭のオフセット値を間違ったか?
それとも刃物の指定を間違えたか??
実物の輪郭よりも0.5mmほど外郭に余分に残ってしまいました。
これは再度確認が要ります。
さらに問題があります。
底までの残りが0.2mmほどしか無いのに、刃物交換が面倒なのでVカッターで実行したのが悪かったのか、
出だしは良かったけれど、半分ほど切れた辺りからカッターの下方向への切削圧で垂れ下がる事がわかりました。
素材の下には捨て板を入れていますが、薄すぎて垂れてしまって、素材を固定出来ていないようです。
次回からの検討課題です。
一応は完成しましたが、首の辺りが皮一枚で繋がってるってこの事!!
うっかり触ると折れてしまいそうです。
設計の段階でのミスですね!
これもやって見ないと判らない事です。
完成しましたが、本来は更にサンドブラストで仕上げを、黒染め、研磨まで予定してましたが、この状態では無理です。
レプリカの心算で作りましたが、厚みが無いので(3mm)、この作品はレリーフに変更しようと思います。
レプリカ試験切削! [金属彫刻 NCアートワーク]
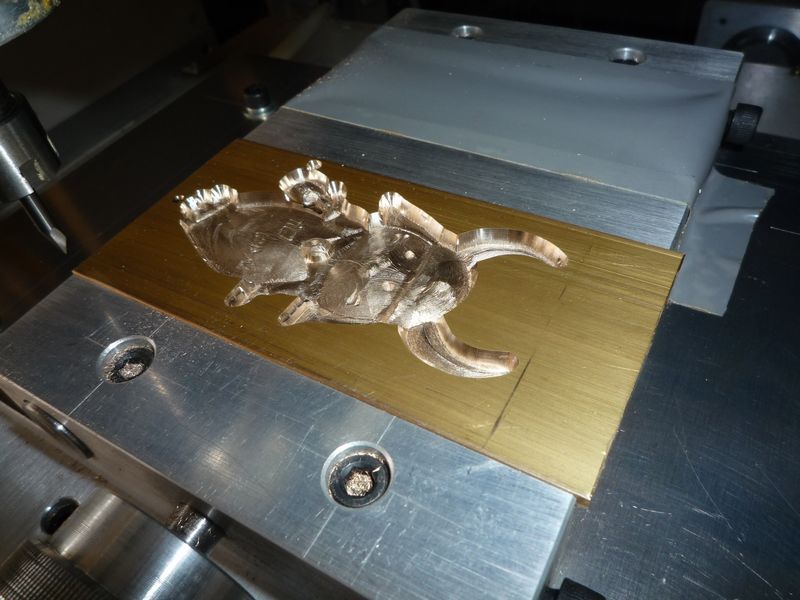
「ひこにゃん」をレプリカにした「ボロにゃん」の3D試験切削です。
金属加工前に雰囲気などを見たり、変更箇所を探します。

切削途中の自作CNCマシンです。
30分ほどで掘り込みは終わりました!
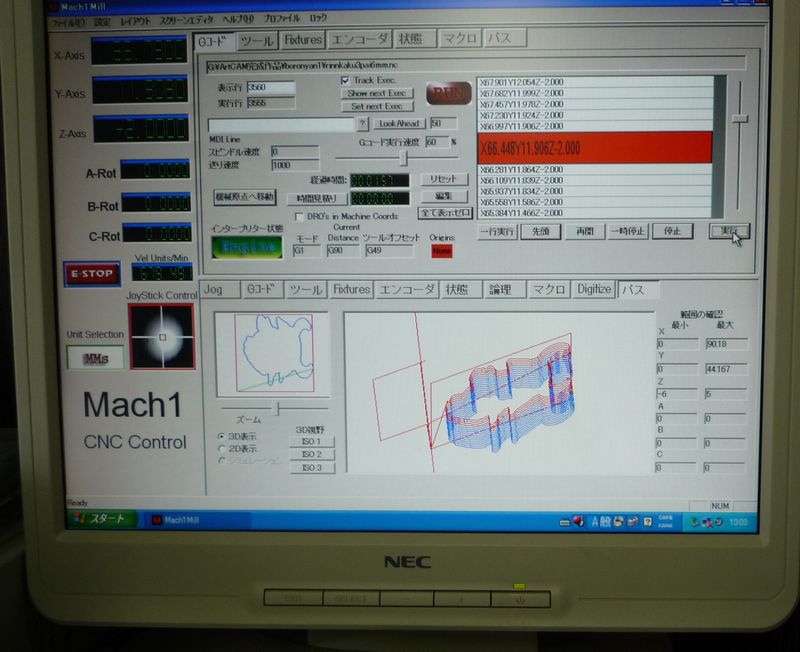
今度は切り抜きのCRT画面で、刃物の軌跡が表示されてます。
赤い部分が済んだ所で段々と下がってゆき、切り抜きが終わるのに5分ほど掛かります。

切り抜き中の画像で刃物が止まってるように見えますが、高速の2万回転ほどしてます。

何とか試作の切削が終わりました!!
身長8cmで不細工な顔してます


試験ですのでベークライトでやって観て色々判りました!
文字の切り込みが浅過ぎ・・
平面に対して高さのボリュームが少し足りない・・
帽子のツバが低い・・
徳利の輪郭が浅い・・
ラスター切削なので横線が目立つ・・
ベークライトの粉が溝に嵌っていて城っぽくなってます・・
本番はスパイラルで切削予定・・
ベークライトって磨くのは非常に硬く難材です・・
金属の方が研磨しやすい感じで黒染めも出来るから雰囲気はもっと出来るかも・・
素材が6mmだったので厚み有るようですが、本番は3mmの真鍮を予定してますので、うすっべったい感じに上がってます。
再度、データーを修正して2回目の切削試験をやります。
レプリカ試験切削! [金属彫刻 NCアートワーク]
「ひこにゃん」をレプリカにした「ボロにゃん」の3D試験切削です。
金属加工前に雰囲気などを見たり、変更箇所を探します。
切削途中の自作CNCマシンです。
30分ほどで掘り込みは終わりました!
今度は切り抜きのCRT画面で、刃物の軌跡が表示されてます。
赤い部分が済んだ所で段々と下がってゆき、切り抜きが終わるのに5分ほど掛かります。
切り抜き中の画像で刃物が止まってるように見えますが、高速の2万回転ほどしてます。
何とか試作の切削が終わりました!!
身長8cmで不細工な顔してます
試験ですのでベークライトでやって観て色々判りました!
文字の切り込みが浅過ぎ・・
平面に対して高さのボリュームが少し足りない・・
帽子のツバが低い・・
徳利の輪郭が浅い・・
ラスター切削なので横線が目立つ・・
ベークライトの粉が溝に嵌っていて城っぽくなってます・・
本番はスパイラルで切削予定・・
ベークライトって磨くのは非常に硬く難材です・・
金属の方が研磨しやすい感じで黒染めも出来るから雰囲気はもっと出来るかも・・
素材が6mmだったので厚み有るようですが、本番は3mmの真鍮を予定してますので、うすっべったい感じに上がってます。
再度、データーを修正して2回目の切削試験をやります。
薄物バイス製作2 [金属彫刻 NCアートワーク]
バイス口段差加工です。
Gコードも簡単すぎて悩みました???
無い処を切削するという(4mmエンドミルで2mmの溝を加工する)勘違いの山盛りでしたが、やっとやり方が理解出来、Gコードが出来ました。
経験した事の無い加工なので頭が沸騰起こしてしまい、痙攣しましたがやれやれ!解決!!
ピッタリと3mm厚の真鍮板をクランプに成功!
これで安心して切削が出来そうです



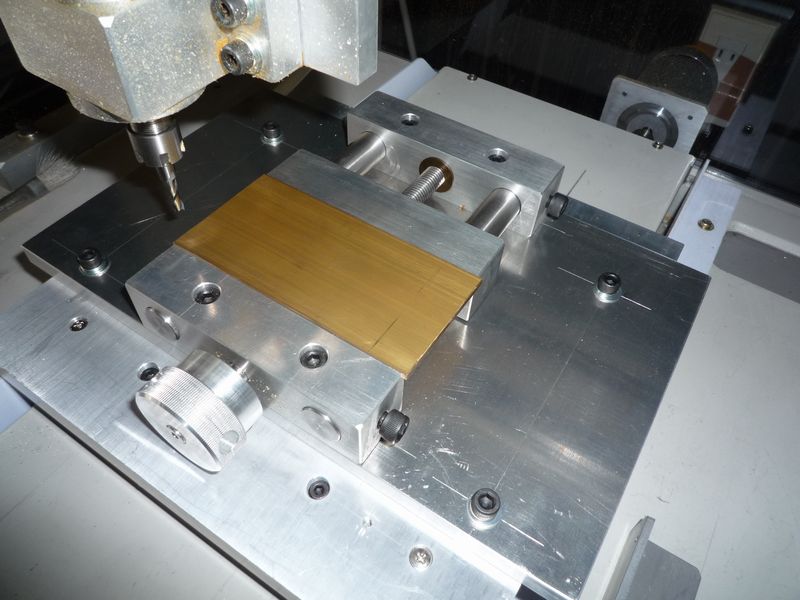
バチーっと咥えてます!
素材はフラット真鍮板50幅 長さ100ぐらい 厚み3mmで、これらを定番の素材として量産します。